Tool compensation functions D and H
Function H performs length compensation, and function D performs radius compensation
Length compensation is possible in two ways: relative to the front plane of the spindle (pic. 1) or in relation to the "zero instrument" (Pic. 2).

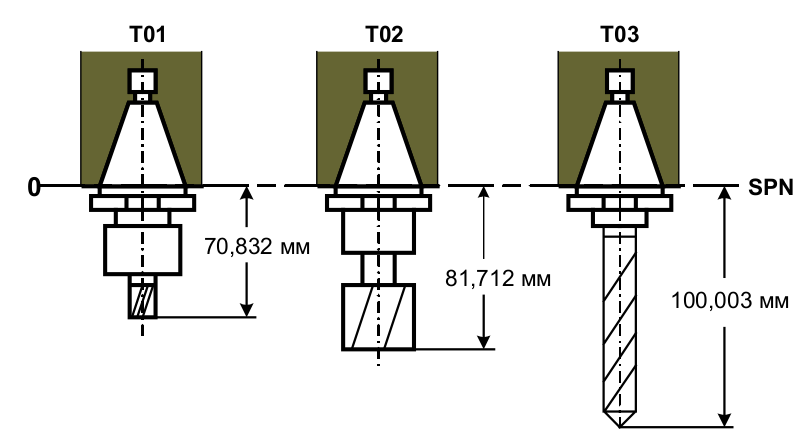
Pic. 1
For example, here the compensation values are 70.832 for T01, 81.712 for T02, 100.003 for T03. In this case, the compensation value can only be positive.
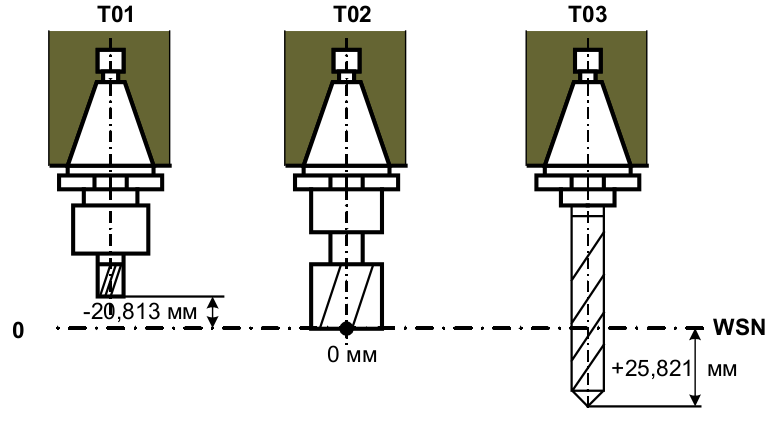
Pic. 2
In this case is selected the "zero tool", the end plane of which is WSN (Workplace for Setting Null) is used to configure and determine compensation for all other tools. The compensation sign can be positive or negative. For example: for T01 = -20. 813, for T02 = 0, for T03 = 25.821
2023-09-01